| |
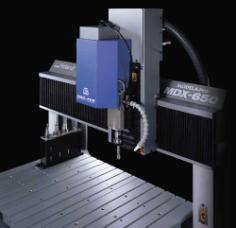
MDX-500/650:
(3/4-axis CNC Milling and 3D Engraving Machine)
With the strong horse power, MDX-500/650 is able
to handle a wide variety of materials. As MDX-500/650 is a highly
stable and inexpensive CNC milling and 3D engraving machine, many
manufacturers, for example, those in the watch-making and silverware
products industries, have purchased it to produce their products
directly.
|
 |
 |
| MDX-500 |
MDX-650 |
Users of MDX-650 can select the optional rotary
axis to perform rapid prototyping. Since the controller of MDX-650
can directly link up with the ArtCAM Jewellery Edition, it automates
the whole production process and ensures that work pieces can be
completed without errors.
|
 |
The convenient
operation interface of the controller and its LCD display
let you control the speed and the coordinates easily. |
|
 |
With
the NC programming system and the optional rotary axis, the
MDX-650 is able to produce faster, more accurate prototypes.
Jewellery, rings
and other products can be produced easily at one time.
|
Application
software included
|
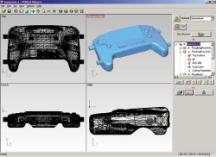
MODELA
PLAYER 4
This is
the latest version of MODELA PLAYER. Experienced users can
make modifications flexibly by utilizing its professional
CNC programming function.
New MODELA
PLAYER can support different cutting tools and milling methods,
and the fully automatic rapid prototyping technique. (with
the optional rotary axis)
|
 |
|
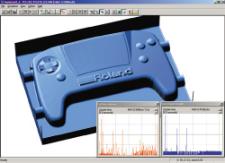
Virtual MODELA
Virtual MODELA provides a quick preview of
the entire milling operation. This powerful feature eliminates
milling errors, enables simulation of finished shapes and
estimates production time. |
 |
Machining Quality
|
 |
With
the optional rotary axis, work pieces with irregular and complicated
shapes can be produced at one time. |
|
 |
This
picture depicts a chemical wood. The same technique can be applied
to ABS, polyurethane, wax, aluminum, brass and other non-ferrous
metals. |
|
 |
The
MDX-650 can create high quality molds and dies using ordinary
metals. |
Making
of Jewellery Prototypes
|

|
A
MDX-650 device on the steel desk. |
|
 |
Rings
can be completely produced while the optional rotary axis
is in use. |
|
 |
The
MDX-650 can mill 10 to 12 rings at one time. |
|
 |
Remove
unwanted parts of the ring after milling.
Once the
whole ring is completed, it can be further processed by the
lost wax casting method. |
Feature
| Model |
MDX-650 |
|
T-slot
(XY) table size |
700 mm x 480 mm (27-1/2 x 18-7/8 in.) |
|
Max.
cuttng area* |
650 mm (X) x 450 mm (Y) x 155 mm (Z)
(25-9/16(X) x 17-11/16(Y) x 6-1/16(Z) in. ) |
|
XYZ
motor |
AC servo motor |
|
Feed
rate |
X, Y, Z-axis: Max. 85 mm/sec. (3-3/8 in./sec.) |
|
Acceleration |
0.3G, 0.1G, 0.05G |
|
Software
resolution |
[When RML-1 has been selected] 0.01 mm/step (0.00039
in.)
[When NC codes has been selected] 0.001 mm/step (0.000039
in.)
Note that the measurement unit for positioning coordinates
is 0.01 mm/step(0.00039 in.). |
|
Mechanical
resolution |
0.001 mm/step |
|
Spindle
motor |
DC brushless motor Max. 400W (when with high-torque
spindle) |
|
Revolution
speed |
[High torque spindle and High precision spindle] 3000
to 12000 rpm
[High speed spindle] 5000 to 20000 rpm
(Variable manually or by the command set) |
|
Tool
chuck |
Collet or Cutter holder system |
|
Positioning
accuracy |
±0.1 mm (0.00394 in.) / 300 mm (11-13/16 in.) (Under
no-load conditions) |
|
Repeat
accuracy |
±0.05 mm (0.00197 in.) (Under no-load conditions) |
|
Origin-point
reproducibility
(When the power is switched on/off) |
±0.08 mm (0.00315 in.) |
|
Possible
table load weight |
[0.3G] 12 kg (26.5 lb.) or less [0.05G] 20 kg (44.1
lb.) or less |
|
Interface |
Parallel (in compliance with the specification of
Centronics)
Serial (under RS-232C standard) |
|
Buffer
size |
2 Mbyte
(Replot buffer: [RML-1] 2 Mbyte [NC codes] Max. 2 Mbyte
(end-user setting)) |
|
Instruction
system |
RML-1 (mode1, mode2) or NC codes supported by the
MDX-650 (Selectable through display operation) |
|
Power
consumption |
6.5 A / 117 V 3.5 A / 220 to 230 V 3.5 A / 230 to
240 V |
|
Weight
/ Dimensions |
120 kg (264.5 lb.) / 930 mm (W) x 1085 mm (D) x 870
mm (H)
(36-5/8(W) x 42-3/4(D) x 34-5/16(H) in. ) |
|
Operation
temperature / Operation humidity |
5 to 40°C (41 to 104°F) / 35 to 80% (no condensation) |
|
Accessories |
T-slot clamps: 4, Spanner: 1 (10 mm (3/8 in.)), Z0
position sensor: 1, Power cord: 1, Belt for high-torque
spindle: 1, Key connector: 1,Roland Software Package CD-ROM:
1, Hexagonal wrench: 1, Ferrite core: 1, NC-code PROGRAMMER'S
MANUAL: 1,USER'S MANUAL: 3 (1. Setup & Maintenance,
2. Cutting Using the Included Software, 3. Cutting Using
NC codes) |
A-axis
Feature
| Model |
ZCL-650 Rotary Axis Unit |
| Supported
workpieces |
Resins such as chemical wood and modeling wax (metal
not supported) |
|
Max.
workpiece size |
Items within range of maximum diameter 200 mm* x 410
mm (W)
(diameter 7-7/8 in.* x 16-1/8 in. (W))
*Maximum clampable thickness is 50 mm (2 in.) |
| Clamping
method |
Set-screw type (Cylinders cannot be mounted.) |
| X-axis
effective stroke |
385 mm (15-1/8 in.) |
| Z-axis
effective stroke |
155 mm (6-1/16 in.) |
| Maximum
angle of rotation |
1080 degrees (3 rotaions) |
| Maximum
speed |
20 rpm |
| A-axis
mechanical resolution |
0.0027 degrees (2.3micron m with workpiece of 100
mm in diameter) |
| Static
precision |
Rotation backlash: 3 minutes Eccentricity: 0.3 mm
(0.012 in.) or less |
| Height
of center of rotation |
123 mm (4.84 in.) from top surface of slider |
| Maximum
workpiece weight |
8 kg (17.6 lb.) |
| Maximum
workpiece moment of inertia |
0.02 kgm2 |
| Unit
weight / Unit external dimensions |
12 kg (26.5 lb.) / 725 (W) x 270 (D) x 170 (H) mm
(28-9/16 (W) x 10-5/8 (D) x 6-11/16 (H) in.) |
| Control
methods |
4-axis control, 3-axis simultaneous control |
|
Included
items |
Rotary axis unit, cable clamp, hexagonal wrenches
(6 mm: 1, 3 mm: 1), Y-center detection pin (diameter 6 mm),
screws: 4, cap screws: 4, washers: 4, spacers: 4, and slider
retainer |
|